Submitted by Maxence on Sat, 21/04/2018 - 08:06
Non, je ne fais pas vous faire un nouveau listing des outils incontournables comme la spatule pour décoller les pièces du plateau ou les brucelles pour enlever le filament qui s'écoule de la buse. D'autres l'ont fait avant moi avec talent, le GüeroLoco ou Maker's Muse par exemple. Je vais vous montrer d'autres outils, moins communs.
Submitted by Maxence on Tue, 15/08/2017 - 18:20

Sur les imprimantes 3D, on trouve sur l'axe Z le plus souvent des vis dite "trapézoïdale". C'est en fait la forme du filetage qui diffère d'une vis utilisée pour les assemblages. Sur une vis classique, le profil du filetage est un triangle équilatéral avec un angle de 60°, alors que sur une vis trapézoïdale, on a un triangle isocèle avec un angle de 30° qui est tronqué et qui a donc une forme de trapèze :
Submitted by Maxence on Mon, 30/05/2016 - 15:49
Submitted by Maxence on Sat, 23/04/2016 - 17:56
La Micro Delta d'eMotion Tech est à 400 € le kit un assez bon rapport qualité/prix, mais elle est loin d'être parfaite.
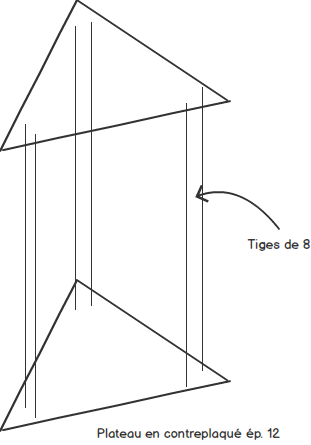
Prenons l'exemple de sa structure, inspirée de la Rostock qui est on ne peut plus simple. On a deux plateaux en contreplaqué séparés par 6 tiges en acier :
Submitted by Maxence on Thu, 24/03/2016 - 18:43

Je lis sur beaucoup de sites qu'il faut mettre de l'huile sur les douilles à bille mais je pense que la graisse est plus adaptée. L'huile va très rapidement couler et disparaître de la douille alors que la graisse va rester en place. L'huile n'est utilisable que dans un circuit fermée comme une boite de vitesse par exemple.
Submitted by Maxence on Mon, 14/03/2016 - 10:35
Dans la multitude de paramètres qu'on peut régler lorsqu'on imprime en 3D, on trouve le débit en bauds. Ce débit doit être réglé dans le logiciel qui envoie le GCode à l'imprimante (Octoprint, Repetier-Host...) et dans le firmware. Les deux valeurs doivent évidemment correspondre.
Submitted by Maxence on Mon, 29/02/2016 - 16:38
Toujours dans la série des impressions d'objets minuscules, j'ai fait plusieurs essais pour voir quelles techniques pouvaient être employées pour améliorer les résultats.
Quand on imprime l'anneau de Marvin ou la cheminée de 3D Benchy, on obtient souvent une sorte de pâté car le plastique n'a pas le temps de refroidir entre 2 couches :

Submitted by Maxence on Thu, 25/02/2016 - 12:07
 Dans ma dernière commande de filament, je me suis pris une bobine d'ABS pour essayer. Alors première étape le chargement. Déjà il faut augmenter la pression sur le ressort de l'entrainement de l'extrudeur car le fil que j'ai eu à un diamètre de 1,7 au lieu du 1,75 du PLA. L'ABS me parait également plus souple et donc pour l’entraîner, il faut serrer un peu plus.
Dans ma dernière commande de filament, je me suis pris une bobine d'ABS pour essayer. Alors première étape le chargement. Déjà il faut augmenter la pression sur le ressort de l'entrainement de l'extrudeur car le fil que j'ai eu à un diamètre de 1,7 au lieu du 1,75 du PLA. L'ABS me parait également plus souple et donc pour l’entraîner, il faut serrer un peu plus.
Submitted by Maxence on Wed, 24/02/2016 - 16:35
Pour imprimer en 3D un objet modélisé sous Inventor, aujourd'hui le plus simple c'est d'exporter le modèle en STL, puis de le trancher avec Slic3r ou autre (il y aussi Autodesk Print Studio, mais pour l'instant il ne fait pas grand chose et il s'exécute en dehors d'Inventor).
Ce serait beaucoup plus simple de pouvoir générer le G-code directement. C'est pour cela que j'ai commencé à travailler sur un trancheur intégré directement à Inventor :
Submitted by Maxence on Tue, 23/02/2016 - 18:58
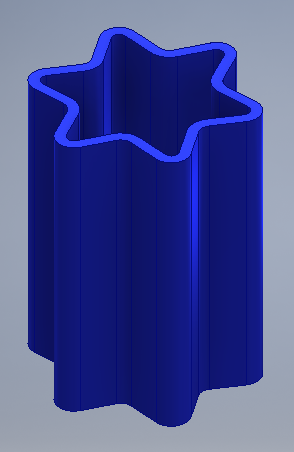
Ce que je trouve intéressant à imprimer en 3D, ce sont les petites pièces. Sur un objet de moins d'un centimètre, on voit tout de suite les défauts. L'autre avantage c'est que l'impression ne dure que quelques minutes, on peut itérer rapidement.
J'ai rencontré un problème sur cette pièce :
Pages